新闻详细
您的位置:首页 > 石家庄激光切割中遇到的问题和处理方法石家庄激光切割中遇到的问题和处理方法
来源:http://www.jiuming360.com/news88861.html 发布时间:2019/6/17 3:00:00
石家庄九铭金属制品有限公司为您免费提供激光切割,激光加工,金属激光切割等相关信息发布和资讯展示,敬请关注!
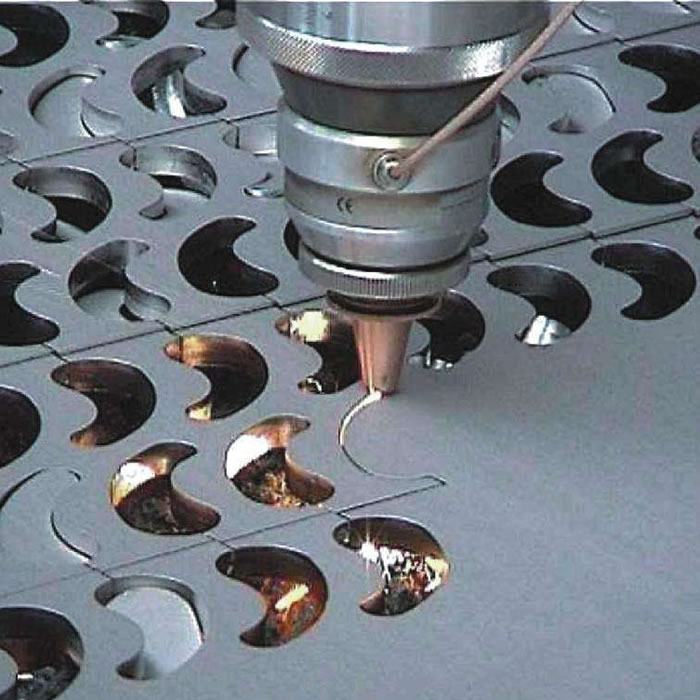
激光切割是热切割方法之一,利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。石家庄激光切割适用于切割厚度较大、尺寸较长的钢板、碳钢,在工业生产中得到了广泛的应用。
在各切割条件正常的情况下,切割碳钢效果应是无毛刺,牵引线一致。但在实际过程中因操作调试不当,可能会出现以下问题,可参照进行排除、调整。
1、底部的牵引线有很大的偏移,底部的切口更宽。
可能原因(1)进给速率太高(2)激光功率太低(3)气压太低(4)焦点太高
解决方法(1)减小进给速率(2)增加激光功率(3)加大气压(4)降低焦点
2、底面上的毛刺类似熔渣,成点滴状并容易除去
可能原因(1)进给速率太高(2)气压太低(3)焦点太高
解决方法(1)减小进给速率(2)加大气压(3)降低焦点
3、连在一起的金属毛刺可以作为一整块被除去
可能原因 焦点太高
解决方法 降低焦点
4、底面上的金属毛刺很难除
可能原因(1)进给速率太高(2)气压太低(3)气体不纯(4)焦点太高
解决方法(1)减小进给速率(2)加大气压(3)使用更纯的气体(4)降低焦点
5、只在板材切口处一边上有毛刺
可能原因(1)喷嘴对中不正确(2)喷嘴口有缺陷
解决方法(1)对中喷嘴(2)换喷嘴
6、材料从上面排出
可能原因(1)功率太低(2)进给速率太高
解决方法 出现此情况立即按暂停按钮,以防止熔渣飞溅到聚焦镜上。然后增加功率,减小进给速率。
7、工件未切透
可能原因(1)加工气体错误(N2)(2)进给速率太高(3)功率太低
解决方法(1)出现此情况立即按暂停按钮,以防止熔渣飞溅到聚焦镜上(2)使用氧气作为加工气体(3)减小进给速率增加功率
8、切割表面不精密
可能原因(1)气压太高(2)喷嘴损坏了(3)喷嘴直径太大(4)材料不好
解决方法(1)减小气压(2)更换喷嘴(3)安装合适的喷嘴(4)使用表面平滑均匀的材料
9、无毛刺,牵引线倾斜,切口在底部变得更狭窄
可能原因 进给速率太高
解决方法 减小进给速率
10、切割表面纹路非常粗糙
可能原因(1)焦点太高(2)气压太高(3)进给速率太低(4)材料太热
解决方法(1)降低焦点(2)减小气压(3)增加进给速率(4)冷却材料
激光切割哪家好?激光加工报价是多少?金属激光切割质量怎么样?石家庄九铭金属制品有限公司专业承接激光切割,激光加工,金属激光切割,石家庄激光切割,石家庄激光加工,,电话:13603118838